India's Most Trusted Source for Flow, Pressure & Temperature Instruments — 295+ Verified Manufacturers, NABL-Calibrated for Process Industry, Utilities & Laboratory Applications
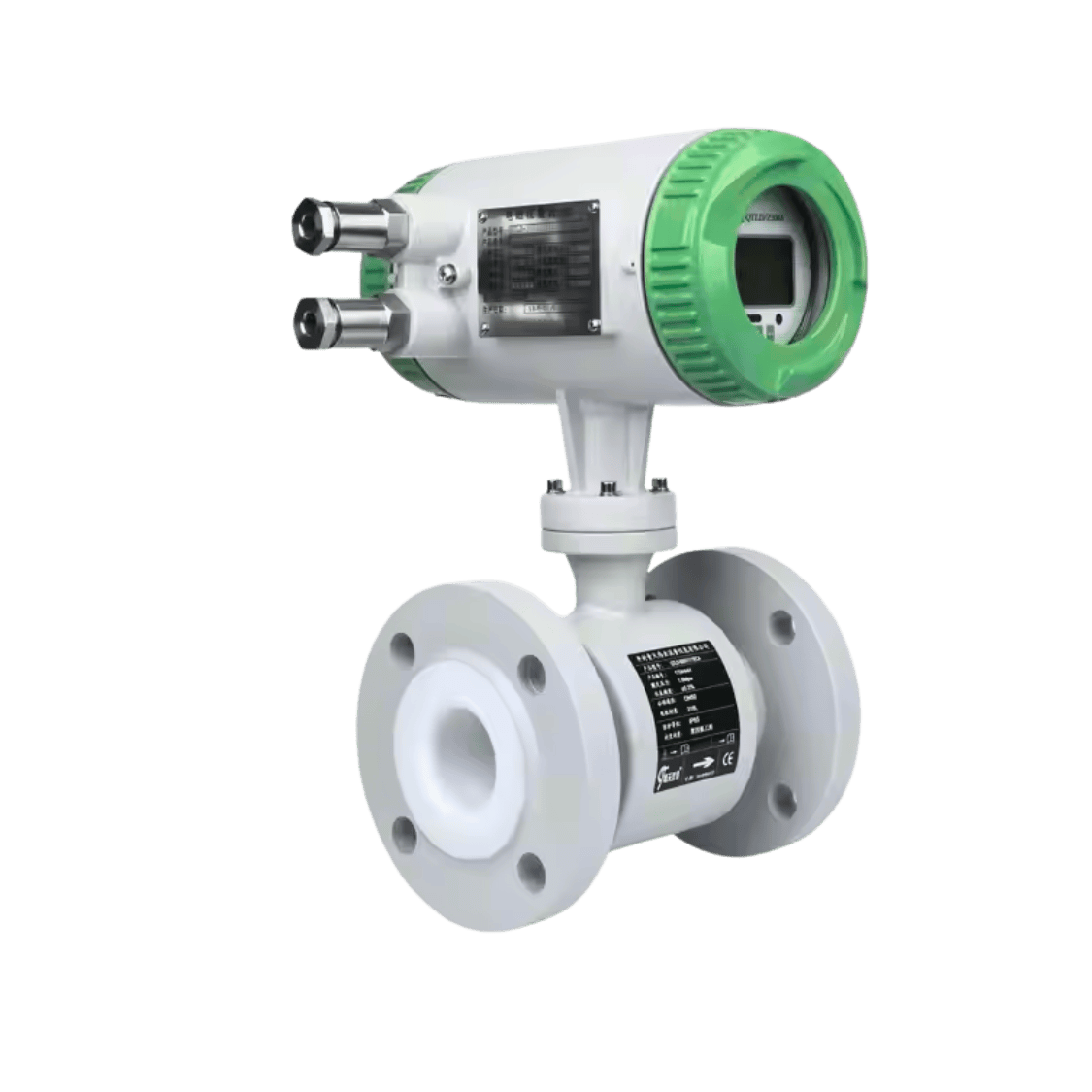
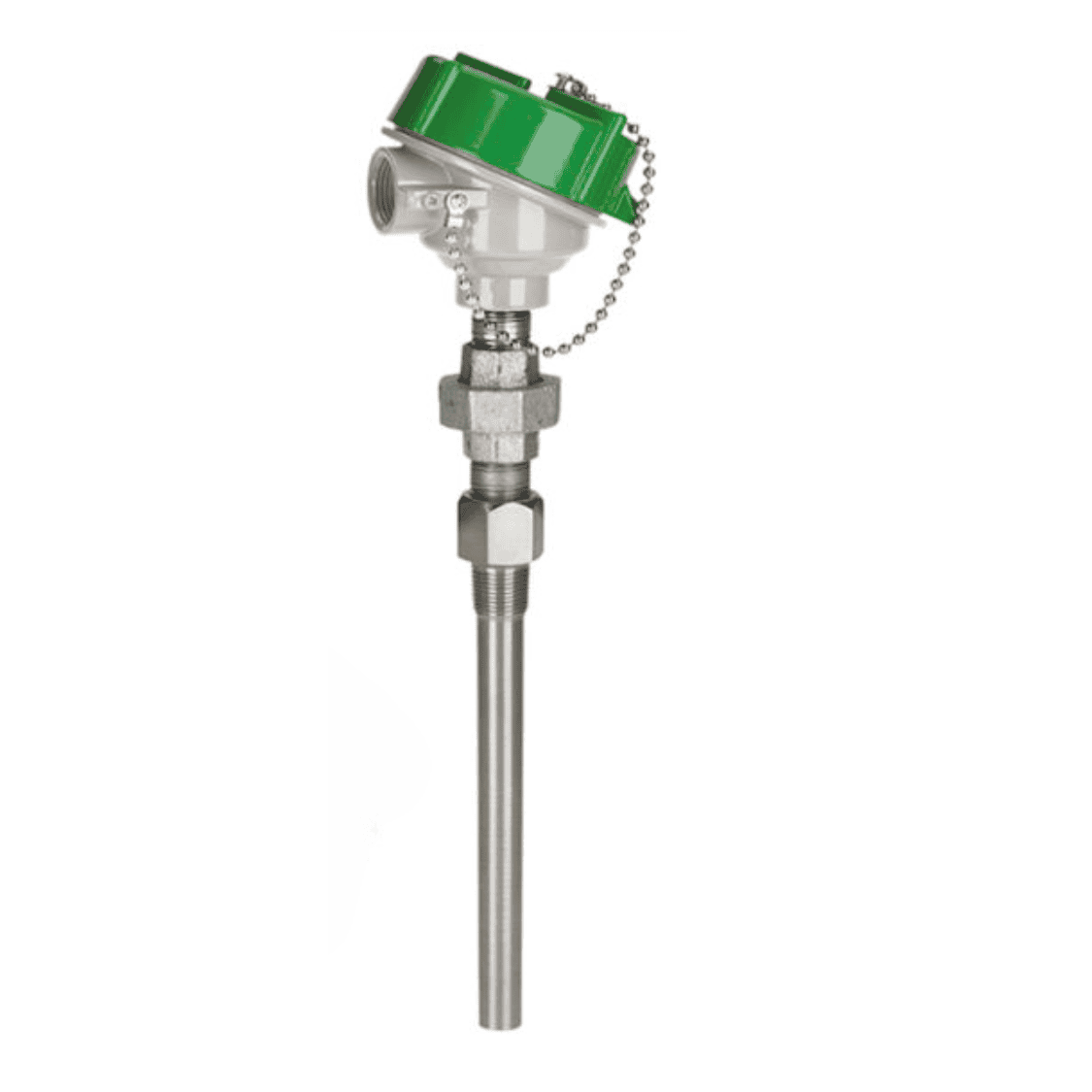
Trade4Asia maps 295+ verified Flow, Pressure, and Temperature Instrument manufacturers, dealers, and calibration service providers across India — from electromagnetic flowmeters (magmeters) for conductive liquid flow measurement in water treatment, chemical, and pharmaceutical processes to Coriolis mass flowmeters for high-accuracy mass flow and density measurement of liquids and gases in custody transfer and pharmaceutical batch dispensing, differential pressure (DP) transmitters with orifice plates and Venturi tubes for flow measurement of steam, gas, and liquid in industrial processes, vortex and ultrasonic flowmeters for non-invasive or minimally invasive flow measurement in process piping, Pt100 and Pt1000 RTD (Resistance Temperature Detector) assemblies for precision temperature measurement in pharmaceutical, food, and chemical processes, Type K, J, T, E, N, R, S, and B thermocouples for high-temperature industrial furnace and kiln temperature measurement, smart pressure transmitters (4-20 mA and HART protocol) for pressure, differential pressure, and level measurement in process plants, calibrated pressure gauges (Bourdon tube) and digital pressure indicators for local process pressure display, pneumatic and electronic process calibrators for in-field calibration of pressure transmitters and temperature sensors, and portable data loggers for multi-channel temperature and pressure recording. Whether you are specifying process instruments for an ISA-compliant process plant, procuring calibration equipment for a pharmaceutical GMP process, or equipping an industrial maintenance team with portable calibrators, find manufacturers with verified accuracy class, NABL-traceable calibration, and process compatibility documentation.

.webp)


Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium

Ask Price
We are one of the foremost manufacturers of premium e of the foremost manufacturers of premium
A Pt100 RTD temperature sensor used in a pharmaceutical GMP process without a current NABL-traceable calibration certificate is a measurement device of unknown accuracy; if it drifts 2 degrees C from its true value (a common amount for an uncalibrated Pt100 after 12-18 months of process use), a pharmaceutical sterilisation process nominally run at 121 degrees C may actually be running at 119 degrees C — below the minimum sterilisation temperature specified in the process validation; the product may not be sterile, but the temperature record shows compliance. CDSCO Schedule M and WHO GMP guidelines require that all measurement devices used in pharmaceutical manufacturing be calibrated with NABL-traceable standards at defined intervals; for temperature sensors in sterilisation and heat treatment processes, the calibration interval is typically 6-12 months; this is not a bureaucratic requirement — it is the means by which the process owner knows that the measurement is correct and the process is controlled. Electromagnetic flowmeters installed without correct liner and electrode material matching for the process fluid can fail in weeks or months — not due to measurement inaccuracy but due to chemical attack of the liner and electrodes by the process fluid. An electromagnetic flowmeter with a neoprene liner and 316L stainless steel electrodes installed in a concentrated hydrofluoric acid (HF) service will fail within days — HF attacks both materials; PTFE liner with Hastelloy C electrodes would be the correct specification; a flowmeter failure in a continuous chemical process typically requires unplanned shutdown for replacement, costing far more than the incremental cost of the correct material specification at procurement. India's flow, pressure, and temperature instrument market is growing at 9.8% CAGR, driven by petroleum refinery and petrochemical expansion, pharmaceutical manufacturing scale-up (PLI scheme), water treatment and smart metering infrastructure, process automation in food and beverage, and the growing demand for NABL-traceable calibration services as ISO 9001 and IATF 16949 certification requires measurement traceability.
FAQ's
What is the difference between volumetric and mass flow measurement?
Volumetric flow measurement determines the volume of fluid passing a measurement point per unit time (m³/hr, litres/min, gallons/min); volumetric flow = cross-sectional area x average velocity; at a given velocity, the volumetric flow is fixed regardless of fluid density. Mass flow measurement determines the mass of fluid passing a measurement point per unit time (kg/hr, tonnes/day); mass flow = volumetric flow x density; at a given velocity, the mass flow changes if the fluid density changes. Why mass flow is often preferred: many process reactions, heat balances, and product quality specifications are based on mass, not volume; a gas flow measured volumetrically at 20 degrees C and 1 bar has a very different actual density (and hence mass) than the same volumetric flow at 400 degrees C and 10 bar – using volumetric flow for steam billing would massively misrepresent the actual energy delivered; liquid density changes with temperature (water density changes from 1,000 kg/m³ at 4 degrees C to 958 kg/m³ at 100 degrees C – nearly 4% change); for custody transfer (the commercial measurement of fluid for billing purposes), mass flow measurement is preferred because it is independent of temperature and pressure changes. Coriolis mass flowmeters: directly measure mass flow without requiring density measurement or volume-to-mass conversion; accuracy ±0.1-0.2% of reading for mass flow; also measure density with ±0.5-1 kg/m³ accuracy; preferred for pharmaceutical batch dispensing, fuel custody transfer, and chemical reactions where mass stoichiometry is critical. DP and electromagnetic flowmeters measure volumetric flow (which must be multiplied by density to give mass flow); for steam, the mass flow requires the steam density at the measured pressure and temperature, which must be calculated from the steam tables.
What is 4-20 mA signal and why is it used in process instrumentation?
The 4-20 mA signal is the dominant standard signal transmission method for process measurement instruments (transmitters) in industrial process plants. How it works: the transmitter produces a current in the range 4 mA (representing 0% of measurement range – minimum value) to 20 mA (representing 100% of measurement range – maximum value); the current is proportional to the measured value; the signal can travel long distances on simple two-wire cable without loss (current signals are immune to voltage drops in the cable resistance). Why 4 mA for zero: using a 4 mA live zero (rather than 0 mA) allows the system to distinguish between a valid zero reading (4 mA) and a cable break or transmitter power failure (0 mA); a live zero provides a self-diagnostic capability that a 0-20 mA signal would not offer. Power over the signal wire: many two-wire transmitters are powered by the 4-20 mA loop itself – the control system or power supply provides 24V DC on the loop; the transmitter draws the amount of current corresponding to its measurement (4-20 mA) and this current provides the transmitter's operating power; no separate power supply wiring is needed for two-wire transmitters. HART protocol: modern smart transmitters superimpose a digital HART (Highway Addressable Remote Transducer) signal on the 4-20 mA loop at 1,200 baud; this allows remote configuration, diagnostics, and secondary variable reading without changing the analog 4-20 mA signal; the HART digital signal is invisible to the DCS or PLC which reads only the 4-20 mA analog component. Limitations: the 4-20 mA signal carries only one measurement value (the primary variable); for transmitters measuring multiple variables (DP transmitters measuring DP, static pressure, and temperature simultaneously), the digital HART protocol carries all three values while the 4-20 mA carries the primary variable.
What is a Coriolis flowmeter and what are its advantages for pharmaceutical use?
A Coriolis flowmeter measures mass flow by exploiting the Coriolis effect – when fluid flows through a vibrating tube, the Coriolis force (a fictitious force in a rotating or oscillating reference frame) causes the tube to twist; the degree of twist is proportional to the mass flow rate; the flow tube vibration is measured by electromagnetic or capacitive sensors. How it works in practice: the flowmeter consists of one or two flow tubes (U-shaped, omega-shaped, or straight) that are vibrated at their natural resonance frequency by a driver coil; pick-up coils at the inlet and outlet of the tubes measure the phase difference in the tube oscillation (the oscillation phase shift = mass flow); additionally, the resonance frequency of the tube changes with the density of the fluid – the denser the fluid, the lower the resonance frequency – so Coriolis meters simultaneously measure fluid density. Key advantages for pharmaceutical use: directly measures mass flow without requiring knowledge of fluid density, viscosity, or composition; accuracy ±0.1-0.2% of reading for mass flow; no moving parts and no obstruction in the flow path; hygienic design available (3-A Sanitary Standard, EHEDG compliance) for pharmaceutical and food applications; can measure viscous fluids (pharmaceutical APIs in organic solvents, high-viscosity pharmaceutical excipients); density measurement (to ±0.5 kg/m³) allows automatic density-based concentration verification; bidirectional flow measurement; turndown ratio typically 100:1 or better. Pharmaceutical GMP applications: API batch dispensing (precise mass measurement of active ingredients for batch manufacturing); API dissolution solvent flow measurement; cleaning validation (verification of solvent volume and flow); filling line volumetric and mass verification; any critical pharmaceutical process where mass accuracy is important. Limitations: higher cost than volumetric flowmeters; pressure drop higher than electromagnetic or ultrasonic for same pipe size; not suitable for high gas void fraction or two-phase flow (gas entrainment causes measurement error); tube size limitations at high flow rates (large Coriolis meters become expensive and heavy)
What is HART communication and how is it used in process instrument maintenance?
HART (Highway Addressable Remote Transducer) is a digital communication protocol for process instruments that operates by superimposing a frequency-shift keying (FSK) digital signal on the standard 4-20 mA current loop; the digital HART signal does not interfere with the 4-20 mA measurement signal because the control system reads only the average DC current while HART communicates on the AC component. HART communication capabilities: remote configuration – a HART communicator or asset management software can read and write all instrument parameters (zero, span, tag, units, damping, alarm setpoints, output mode) without visiting the field device; configuration changes are logged with the user ID and timestamp for audit trail. Remote diagnostics – HART transmitters report diagnostic information including the measurement value, electronics temperature, sensor temperature, membrane pressure (for pressure transmitters), validation status (valid measurement, saturation, hardware failure), and device-specific diagnostics; this allows predictive maintenance – detecting a slowly drifting sensor or a degrading electronics board before it causes a process upset. Secondary variable access – HART allows reading up to 4 process variables from a single transmitter (primary variable on the 4-20 mA; secondary, tertiary, and quaternary variables in the digital HART data); a pressure transmitter measures differential pressure (primary), static pressure (secondary), and sensor temperature (tertiary) – all accessible via HART simultaneously. Calibration documentation – HART communicators can read the transmitter's calibration date, calibrated by, and the calibration parameters; this is useful for audit trail maintenance in ISO 9001 and pharmaceutical GMP environments. Installation requirements: HART communication requires a minimum loop resistance of 250 Ohm between the HART communicator and the transmitter; the HART communicator is clipped to the loop wiring anywhere in the field or at the marshalling cabinet; HART multiplexers allow centralised communication with many HART devices from a single workstation.
What are thermowell design requirements for process temperature measurement?
A thermowell is a pressure-tight closed-end tube inserted into a process pipe or vessel; the temperature sensor (RTD or thermocouple) is inserted into the thermowell and measures the process temperature through the thermowell wall; the thermowell allows the sensor to be removed and replaced without depressurising the process. Thermowell design parameters: material – 316L stainless steel for most process applications (to 870 degrees C, general chemical service); Inconel 600 or 601 for high-temperature applications (above 870 degrees C); Hastelloy C for high-corrosion service; ceramic (alumina or mullite) for gas and high-temperature inert applications; Monel for seawater or chloride service. Insertion length (immersion depth) – must be adequate to ensure the sensor tip is in the process fluid stream; recommended minimum immersion depth: 10x the sensor stem OD (outside diameter); for 6 mm OD sensor: minimum 60 mm; for standard 12 mm thermowell: minimum 120 mm. Process connection – flanged thermowell (150#, 300#, 600# ASME rating matching the process flange rating); threaded thermowell (BSP or NPT 3/4-inch or 1-inch); socket weld or butt weld thermowell for high-pressure or corrosive service. Wake frequency calculation (ASME PTC 19.3) – the process fluid flow exerts hydrodynamic drag forces on the thermowell, creating oscillating vortices (Kármán vortex street) at a frequency that depends on fluid velocity and thermowell diameter; if the vortex shedding frequency approaches the thermowell's natural resonant frequency, resonant oscillation and fatigue failure can occur; thermowell must be designed (diameter, wall thickness, length, material) to ensure the calculated wake frequency ratio (vortex shedding frequency / natural frequency) is below the fatigue limit (typically 0.8 per ASME PTC 19.3); this calculation is mandatory for steam and gas service at velocities above approximately 5-10 m/s.
Provide your details and get multiple competitive quotes at no cost.
